Flow 2: Multi-pick list in a Pick & Pass Zone with a shared LPN over work zone.
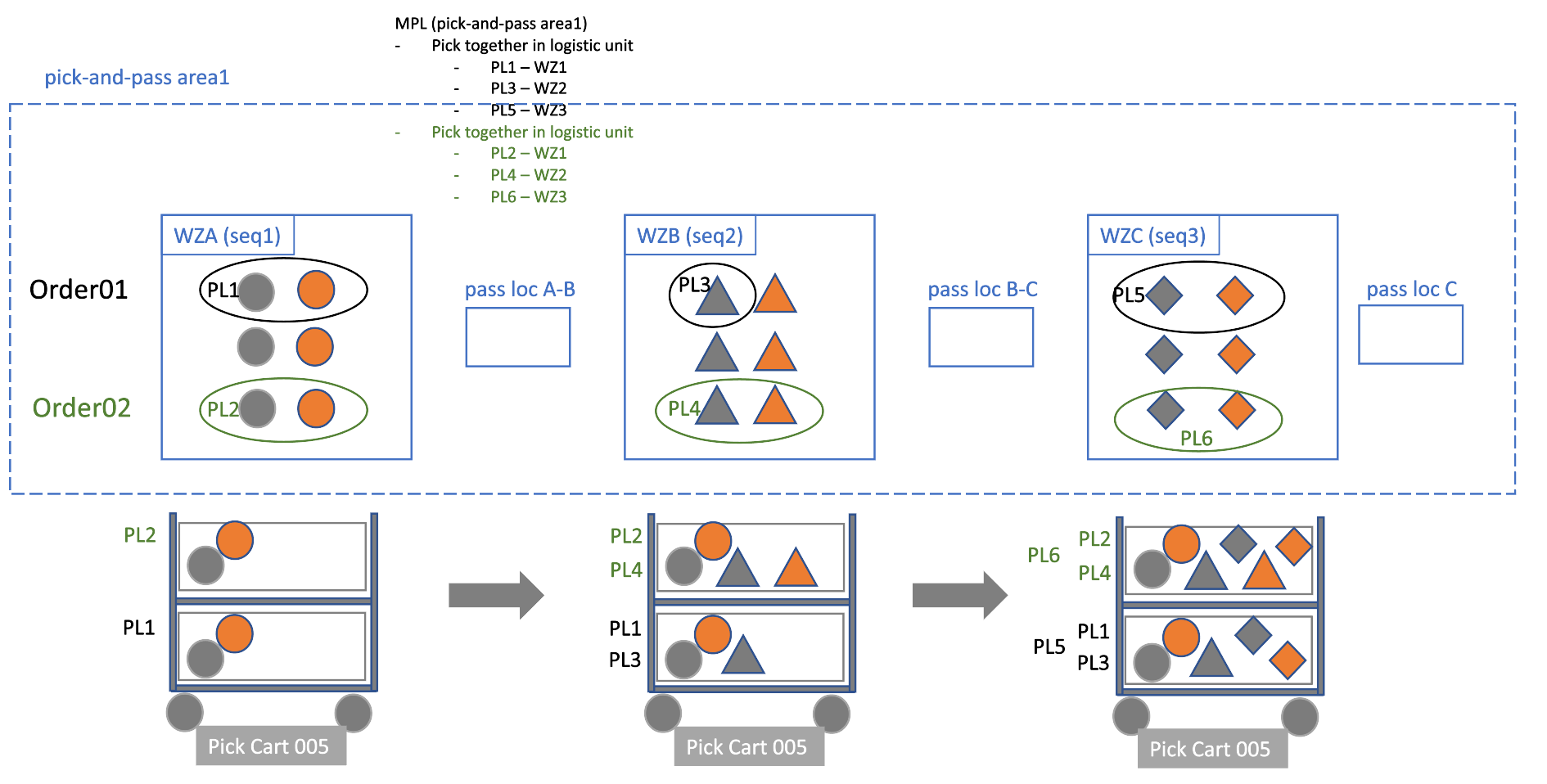
In this flow, for Order 1 and Order 2, if the inventory is in three different work zones: A, B, and C, one or more multi-order pick list is created for each work zone. The inventory for both Order 1 and Order 2 is picked and placed in a shared sub-container assigned to an order and then passed to the next zone via drop off location until all the items for both orders are picked.
Shared sub-containers are part of a pick cart that are assigned for each order. As the pick cart moves from one zone to the next, all the pick list associated with each order are added to the same shared sub containers. In the given example, inventory of PL-1, PL-3, and PL-5 of Order 1 is added in one shared sub-container and similarly inventory of PL-2, PL-4, and PL-6 of Order 2 are added in another shared sub-container.