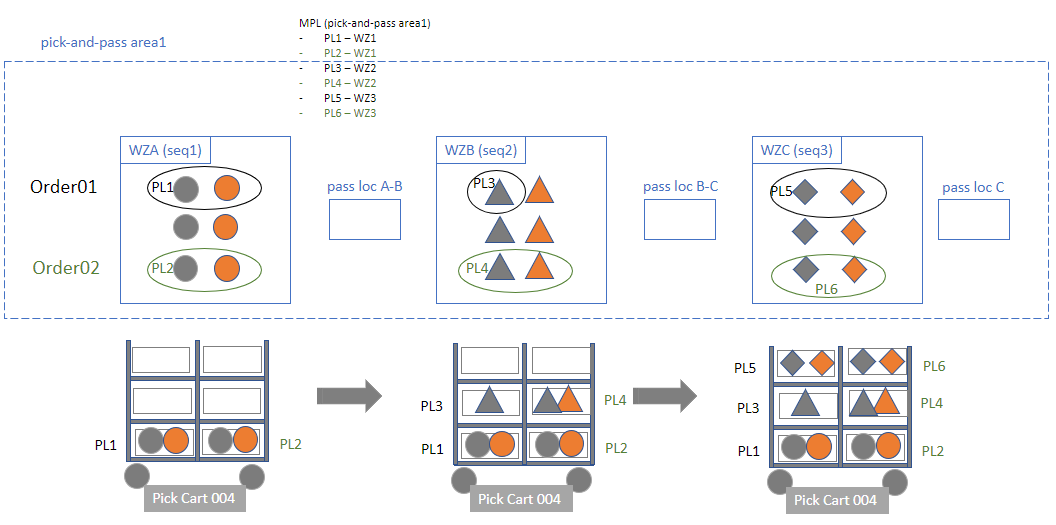
Flow 1: Multi-pick list in a Pick & Pass Zone with a separate LPN per work zone.
In this flow, for Order 1 and Order 2, if the inventory is in three different work zones: A, B, and C, one or more multi-order pick list is created for each work zone. The inventory for both Order 1 and Order 2 is picked and placed in a specific sub-container assigned to a particular pick list, per order and per work zone, and then passed to the next zone via drop off location until all the items for both orders are picked.
Sub-containers are part of a pick cart and are assigned for each pick list per order, per work zone. The sub-container used for one pick list will not be used for a different pick list in the next work zone. In the given example, a separate sub-container or LPN is created for PL1, PL-3 and PL-5 of Order 1 and similarly a separate sub-container or LPN is created for PL2, PL-4 and PL-6 of Order 2.